Repairing A Cracked 4-Speed Harley Transmission Case
Article And Photos By: Faith Forgotten Choppers – www.faithforgotten.com
Originally Published In The April 2014 Issue Of Cycle Source Magazine
This month’s tech article will discuss the process of repairing a cracked 4 speed Harley transmission case. This transmission case is made of cast aluminum and presents some unique challenges to the brave soul who attempts the repair. The metallurgical make up of many cast parts is often less than standard and many times you have no idea how it is going to weld until you strike an arc. Therefore, it becomes important to eliminate as many variables as possible. As with all welding, cleanliness is supremely important and cast aluminum is no exception. Surface contamination will result in weld inclusions and serve as a possible point of failure. Porosity is always an issue with aluminum welds due to the hydrogen solubility rate of molten aluminum. The hydrogen is introduced as a contaminant of the argon shielding gas and can only be eliminated with a purification system. Of course these repairs are done all the time without such a system, so it simply falls upon the welder to decide how much importance to place on weld density. In the end, the resultant weld will be as strong as the science applied to the repair process.

According to the customer, this crack originated from a broken final drive chain that got wrapped up and fractured the entire ratchet assembly on top of the transmission. As you can see, the consequential crack in the case runs vertically along the threaded screw hole and is evident

on both outside and inside of the case.

The first issue to contend with in a case repair is the oil. After many years of use, oil has a tendency to penetrate the cast walls of the transmission case and can make weld repairs extremely difficult. Generally, I have found this to be more problematic with motor cases (which endure much larger heat cycles and subsequent absorption of oil) than with transmission cases. Bottom line, you must scrub the hell out of the cast to remove as much oil as you possibly can before attempting any weld operations. I have tried and succeeded with many cleaning products including dish soap in the kitchen sink, but I have found that a good parts’ washer with clean Varsol does an excellent job. Never use brake cleaner on a part that will be Tig welded! Brake cleaner + heat + argon = Poisonous Phosgene Gas!

In order to properly repair a crack like this, the case must be grooved, allowing the weld to penetrate deep enough to eradicate 100% of the crack. I like to use a die grinder with a 3/8” carbide ball to rough out the width of the groove, and a pencil grinder with a 1/8” ball endmill to finish the job.

When grinding, sanding, or cutting aluminum, a lubricant must be used to keep the tool from galling up. In this particular application, I find kerosene to be an excellent lubricant. Unlike a waxy product, it is easy to clean away before welding.
The final welding groove should allow the weld to penetrate halfway through the thickness of the cast wall. Do not cut all the way through the wall unless you intend to back purge your weld. Once the weld groove is prepared, the weld area must be cleaned again to remove the kerosene and any residual oils uncovered during the cutting of the cast aluminum.

Preheating cast aluminum accomplishes two things: First, it facilitates the ability of the welder to melt the base material. Aluminum is an excellent conductor of heat, and therefore heat applied by the weld arc is quickly moved away from the area to be welded making it difficult to create a molten weld puddle. Therefore, preheating the case allows for more control of weld penetration. The second benefit of preheating aluminum is crack resistance. Cast aluminum is extremely resistant to movement. The shrinkage associated with the solidifying weld bead can cause stress leading to additional cracking. Preheating the base material helps slow the solidification of the weld bead, eliminating some of the stress. An internal crack in the weld can be identified by a dreaded “tink” sound. Ignoring this is a costly error as it will undoubtedly lead to weld failure once the bike is back on the road.

Preheating cast aluminum can be done with a simple oxy-acetylene torch, but caution must be used not to overheat the material or contaminate the area to be welded (avoid direct contact between the flame and the area that has been prepared for welding). Preheating in an oven allows for a clean and even elevation of heat throughout the casting.

Using a 2% lanthenated tungsten, 4043 filler rod, and purified argon gas, the prepared groove is filled with weld using multiple passes. When welding cast aluminum, I tend to weld hot assuring that the “toes” of the weld puddle melt completely into the base material to avoid any voids between passes. I am not concerned with creating a shiny proud weld bead.
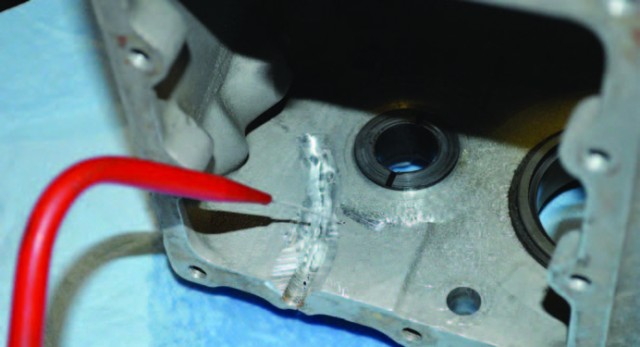
The finished weld on the inside of the transmission case illustrates the resultant penetration needed to obtain complete fusion in a multi pass aluminum weld.

With the inside welded up, the outside of the case wall is now grooved using the same procedure as before. It is necessary to cut the groove all the way to the back side of the inner weld bead. This assures that the repair of the crack will be 100% complete.

Again the material is properly cleaned and preheated before welding.

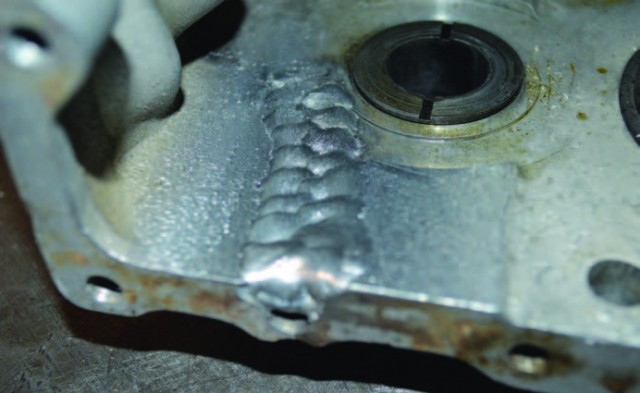
The finished weld is made up of multiple passes needed to fill the groove and to build up the rib which supports the threaded hole that will be re-drilled.

The job is now handed back over to our resident machinist Brian Howell, who will re-machine the gasket surface, then drill and tap the new threaded hole. He begins by checking the tram of the mill.

Being a man of precision, Brian stones the bottom of the transmission to ensure a flat and parallel set up.

After the transmission is set up on the mill, the gasket surface is indicated as flat as possible. Since this is a 30+ year old transmission that has just suffered a severe crack and a subsequent weld repair, some run out is expected.

Brian machines the weld down to the gasket surface and uses bluing dye as a visual guide to blend the machine work into the existing gasket surface.

Using a parallel is a quick means of checking the flatness of the machined surface.

In order to locate the new drill hole, Brian uses tight fitting gage pins and a ground parallel to indicate the screw holes along the y axis of the mill.

A co-ax indicator is used against a gage pin to find the center over the existing screw hole. After moving the spindle to the new screw hole location and center drilling, Brian drills the new hole to depth using a #4 drill bit. This is the correct

drill size for the ¼-24 thread found in Harley 4 speed transmissions.

Brian decides to go the extra mile and do a bit of freehand shaping of the built up weld in order to present a uniform profile to the gasket surface.

Finally, the new hole is counter sunk and tapped to ¼-24 thread. The machined surfaces reveal the density of the weld bead. The hydrogen gas responsible for causing porosity in aluminum welding has been removed by the argon purification system. This is one of the many advantages of the purified argon system I use during welding.

The final product is a strong dense weld bead that has full penetration of the transmission wall. Repairing cast aluminum is often deemed difficult and can be very frustrating, but if you take your time and stick to the science, the results can be excellent and the process gratifying. As always, please feel free to contact me with questions, concerns, criticism, and comments.