






Published In The July 2015 Issue Of Cycle Source
Article By: Chris Callen Photos By: Heather Callen

In this episode from Flat Broke Chops & Rods, we are fast on the fabrication of our entry to the Sportster Challenge for this year’s Big Mountain Run. One of the items that has to be completed sooner rather than later is the fuel tank. Now if you haven’t been briefed, this bike is named “Board to Death” and in keeping with a board track style motorcycle we wanted to do something special with a fuel tank, something that would give it a little “pow”. Rather than go with something that is available over the counter we decided to start with a tank that had a general shape of what we thought would work good and just modify it from there. We selected an old strap style Superglide tank for its long narrow side panels. Only problem is that on top of the much smaller sportster chassis, it would look humongous. Chop, chop, chop…..

We chose to start with a seventies Supergilde style strap mount gas tank. This tank has the shape and contour that we are looking for. It simply needs to be narrowed.

Everyday masking tape is an excellent tool to visualize and mark straight cut lines on a compound curve. We use the tape to layout the desired section to be removed from the gas tank.

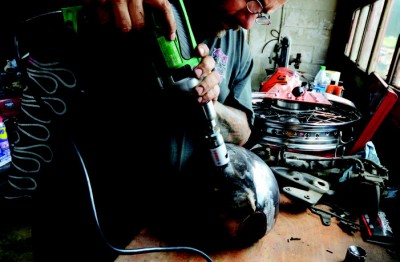
With practice a cut off wheel can be used to make an extremely accurate cut along the tape line. Take your time and pay attention to the cut off wheel because it can make a mess of your sheet metal if it gets away from you.

Here you can see the cut lines wrapped around the tank and removed the center section including the tunnel.

The new tunnel is basically just a piece of 13 gauge steel sheet that has been bent around a piece of tubing the size of our frame. We stand it on end and trace a template.

After measuring how deep we want the tank to sit on the frame at both ends, we transfer the template to the two tank half’s.

Using a pneumatic air cutter we remove the metal where the new tunnel will sit. Take your time here and make this an accurate cut.

With both half’s sitting nicely on the tunnel, we now mark a line with tape to cut away the overlap of the sheet metal at the top of the tank.

Again we use a cutoff wheel to make an accurate final cut along the tape lines.

After the cuts are complete we check the fit between the two halves on the tunnel. We want as near a perfect fit as possible to facilitate a sound welding process.

We quickly clean up the tunnel and the tank halves with a sander to prepare it for welding.
 The welding begins by tack welding spots along the top of the tank. Next 1” stitch welds are completed while moving around to keep from distorting the metal. Since the welds will be sanded out and metal finished, alignment of the material is critical here!
The welding begins by tack welding spots along the top of the tank. Next 1” stitch welds are completed while moving around to keep from distorting the metal. Since the welds will be sanded out and metal finished, alignment of the material is critical here!
We are going with a single filler bung, located off to one side. After locating it, we get the hole saw out and cut the appropriate sized hole in the gas tank.

After some small adjustments with a die grander to slowly fit the Led Sled filler bung, we tack it in place.

After all the welding is complete we sand the welds with 80 grit and then 120 grit discs.

We are now ready to make our tabs for mounting the tank to the frame. Here is the 1/8 inch of strap steel we will use.

Using a 1-1/2 inch socket we mark a radius at both ends of the length of material we will use.

We cut the mounts out of the stock steel and then shape them together on the belt sander.

Using a section of frame tubing we tack one of the tabs at both ends directly to the frame tubing. We heat the metal with a rosebud tip on a gas torch and hammer it around the frame tubing.

After allowing it to cool and cleaning it up on the grinder, we check the shape of the tab with our fuel tank tunnel.


With both tabs complete and cleaned up we start welding them in place at the ends of the tunnel.

Prior to welding, we measure the tab to leave one full inch of material stick out from under the tank. Again we try and keep the gap tight so the welds come out nice.

With an old petcock, an air line pressure regulator, and some fixtures that can be bought at your local hardware store, we make a pressure tester for our tank.

Using 8 pounds of air pressure in the tank we spray Windex all around the welded areas to check for leaks. Any that are found will need welded up before we send the tank off for sealing.

At this point the tank is ready to be positioned on the frame to locate the bungs that will mount it. Well that and one special surprise that we didn’t show in this tech. Can’t let all the other Sportster challenge contestants know what we’re up to. For more info check out the BMR web site at www.bmrwv.com
















