Article By: Will Ramsey – Faith Forgotten Choppers – www.faithforgotten.com – 614.940.9145
Originally Published In The July 2012 Issue Of Cycle Source Magazine
This is the final installment of a 4 part series about building a chopper gas tank. The first two parts illustrated the fabrication of the tank shell while the third focused on the forming and fitting of the tank bottom. This last part will demonstrate the final welding of the bottom, tank mounts, and the gas cap bung. Although the shell of the tank illustrates the artistry of the design, it is the bottom that is the ‘business’ end of a gas tank. It is critical that the mounting system be strong enough to support the weight of the gas. In this case, it must also withstand the constant vibrations inherent to a hard tail chopper. You will see in these pictures that I prefer to use a triangulated mounting system in which three mounting points are used to add more lateral stability to the gas tank. I’ve been back and forth on the rubber mount vs. the solid mount issue, and I have built and mounted tanks using both methods.
In the case of aluminum, I believe rubber mounting is a must, but a small well-built steel tank can certainly be mounted solid if you prefer

Using a template cut to match the border of the tank mount, I trace a cut line on the 16 gauge bottom.
I like to use a pneumatic reciprocating saw to quickly rough out the cut line.

The pencil grinder is one of my favorite tools in the shop. It’s the kind of tool that once mastered can give you a great deal of artistic freedom when working with any metal. In this case, I’m simply using it to create a perfect fit for the front tank mounts.

A tight fit is important and will keep the mounts properly aligned while allowing for a strong (leak free) weld.

This is the last chance to clean the inside of the tank before it is welded. I use a Scotch-brite pad on a 90 degree grinder to clean all the metal at the weld seams.

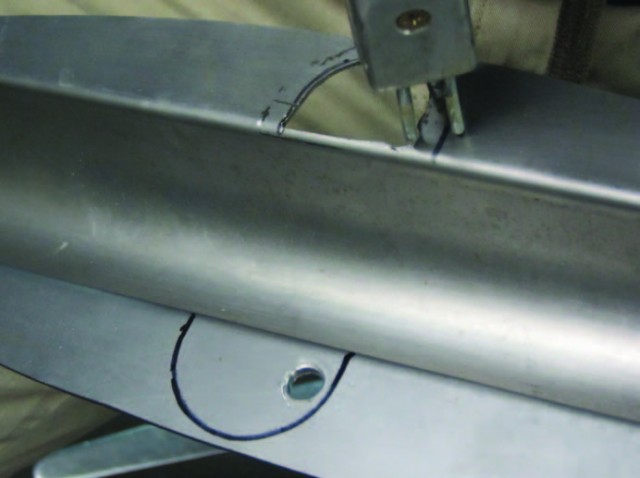
The mount is clamped to a flat table and then tacked from the inside of the tank. This assures that I will have a flush fit between the mount and the outside of the tank.

Now it’s time to weld the bottom of the tank to the shell. I’ll wait to finish welding the mounts until after the border of the bottom is welded. This helps avoid distortion that could affect the fit between the bottom and the shell of the gas tank.

The third part of this series explained the offset I placed in the tank shell to allow the 16 gauge bottom to sit flush with the flange of the shell. This configuration allows me to weld that seam hot and lay the weld bead down extremely flat, requiring very little clean up.

I chose to make the filler bung out of 304 stainless. Aside from looking awesome, this has the added benefit of not collecting rust in the threads. The stainless steel bung is welded to the mild steel tank using 309L rod… (This is the proper rod for welding these two metals – do not use 308!!)

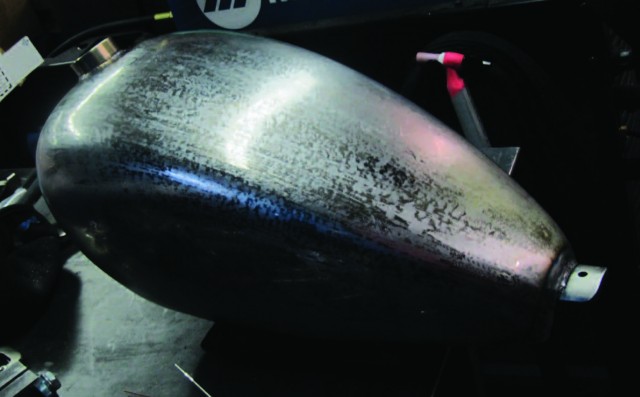
It’s always a good idea to put the rulers away and double check the symmetry of your work with your eye.

A simple mount is welded to the back of the tank to complete the triangulated mounting system. That’s it folks… Check back next month to see more sheet metal work, projects, and lessons. If you have any questions, just give me a call.